
Paint application
Before painting, properly mix the paint ingredients, according to the recommendations of the paint manufacturer. It is not recommended to dilute the paint above 5%. JIf necessary, use only original thinners.
In order to ensure homogeneous mixing, it is necessary to select appropriate equipment and mixers. Preparation of products should be done in a properly organized place for this. It is also important to have clean containers, free of residual grease, paint and other contaminants. Packages must be closed to prevent contamination by dust, dirt or rain and properly labeled. Before mixing, read the product data sheet and select the proportions of ingredients accordingly. It is worth remembering that for some products, mixing partial sets may not be recommended.
If it is necessary then for each coating, the moldings should be made on the edges, joints and in hard-to-reach places so as to obtain the specified coverage and thickness. Painting the first primer coat with a roller is not allowed by most anticorrosion paint manufacturers (and inspectors) due to the lack of sufficient wetting of the substrate and spreading of the product. Brush application must be done in such a way as to obtain a coating as smooth and of uniform thickness as possible. On some projects, a different color is recommended for the lining than for the full coating. If necessary, it is worth Use mirrors to inspect hard-to-reach areas.
In the spray-painting process, each coating must be applied evenly over the entire surface by qualified personnel. An application that results in streaks, gaps, drapery or dripping paint is unacceptable. Each layer must be free of craters, blisters and discontinuities. In addition, remove contaminants from the painted surfaces between coats. In addition, it is recommended that each coat of paint be a contrasting color, in order to make any underpainting visible. The wet film thickness (WFT) should be checked periodically with a thickness gauge designed to measure wet film thickness according to ISO 2808.
The minimum drying time between coats must be in accordance with product data sheets. Each coating must be properly cured before applying the next layer. If the maximum recoating time has been exceeded, previously applied coatings must be matted before applying the next topcoat or treated according to the coating manufacturer’s recommendations.
Painted structural components must be allowed to dry and placed in a place that provides adequate air circulation and evaporation of solvent. Adequate ventilation of confined spaces is crucial to the curing process of all paints. Ventilation must be balanced (supply and exhaust), with air blowing, but the most important element is the removal of air/mixture from the lowest point. Enclosed spaces must be ventilated throughout the blasting/painting and curing process.
Coatings must not have defects such as Wrinkles, cracks, gaps, runs, sinks, craters, “fish eyes,” pitting, trapped air or solvent, orange peel, cracks, blistering of the coating, inclusions of spent abrasive or other impurities. If defects appear, the damaged areas must be cleaned with hand tools so as to remove all loose, cracked and damaged coatings. Then smooth the adjacent coating at a distance of about 50 mm to ensure a uniform and smooth surface. Refraction (leveling) of the edges of the painting should be achieved by sanding by hand or with a power tool using a disc or sandpaper. The repair method must be adapted to the damage, and the repair system must be consulted with the paint manufacturer.
The use of solvents for general degreasing or surface preparation for painting is not recommended, as they cause the possibility of spreading dissolved hydrocarbon impurities. On the other hand, if there is no other option, thinners can be used to prepare small, spotty contaminated areas. It is recommended to use clean white cotton rags and replace them frequently. For safety reasons, do not roll the used solvent-soaked rags. Place the used rags in water.
Quality Control
You need to Keep complete records of the work carried out, and in the painting reports should include:
- The batch number of paint, hardener and thinners,
- A record of climatic conditions during the ongoing work,
- obtained coating thicknesses,
- A description of any damage/repairs with a description of the repair,
- dry film thickness (DFT) measurements:
1All DFT measurements must be made in accordance with ISO 19840.
(2) It is recommended that no single “point” reading indicates a value less than 80% of the specified DFT value (unless otherwise specified by the customer specification).
3. It is recommended that no single “point” reading should indicate a value above the maximum DFT value specified in the data sheet from the paint supplier (for single spray application).
4. Measurements should be taken after removing the dry spray and paint mist.
Transportation and storage
It is not recommended to move or relocate the painted parts until the coating has cured sufficiently. Time can be estimated based on data from product technical sheets. For transport withbutca use of wide belt slings, straps and wide padded bases/beds, To prevent damage to the coating. Prevent items such as chains, wires, hooks, tongs, metal bars and narrow bases from coming into contact with the coating. Painted items must be protected and shielded during transportation, loading, unloading. Additionally It is worth separating the elements, to prevent mutual damage and lawstake them w piles on the ground, using appropriate spacers (e.g., wooden beams placed under the uncoated ends of the pipe, wedges of the same height, etc.)., to avoid possible damage to the coating.

Disadvantages
Below is a list of typical defects that occur during substrate preparation and painting of galvanized surfaces:
- Poorly prepared substrate: unremoved zinc icicles, sharp edges, zinc ash, unremoved white corrosion,
- damage to the zinc layer during blasting,
- No washing/blasting,
- paint delamination,
- pinhole, craters,
- transportation and assembly damage;
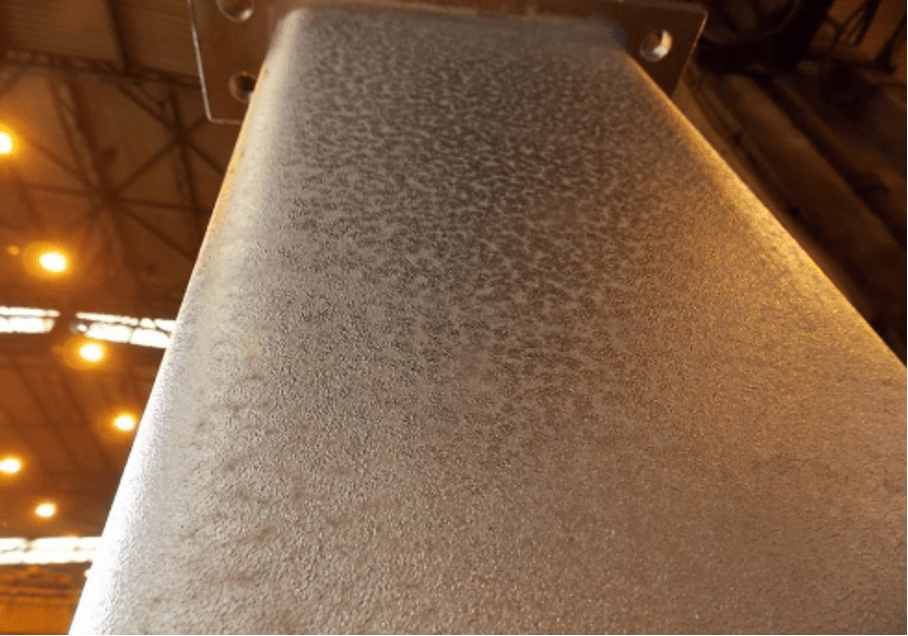
uneven zinc coating
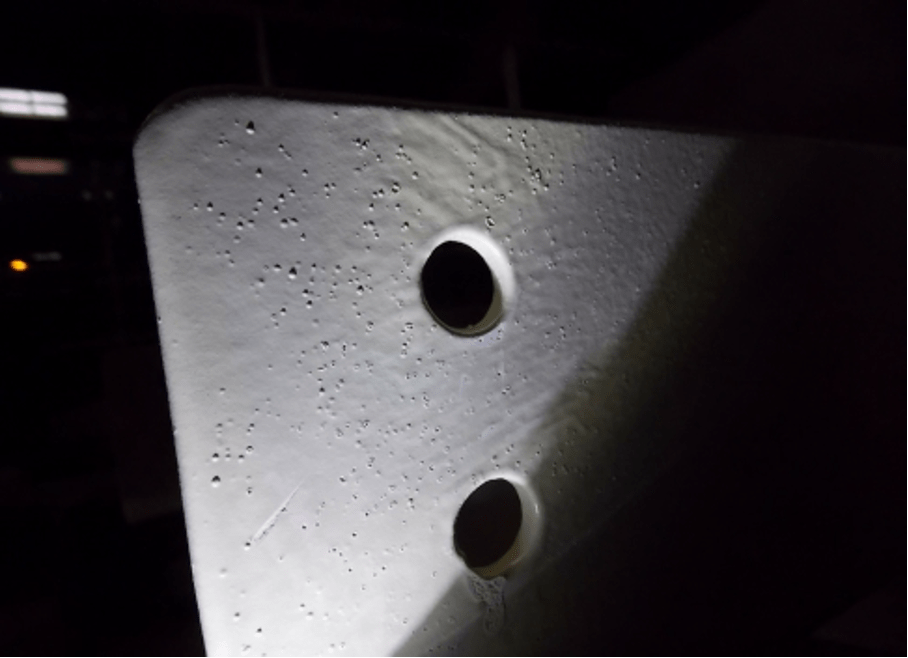
blisters on the paint coating
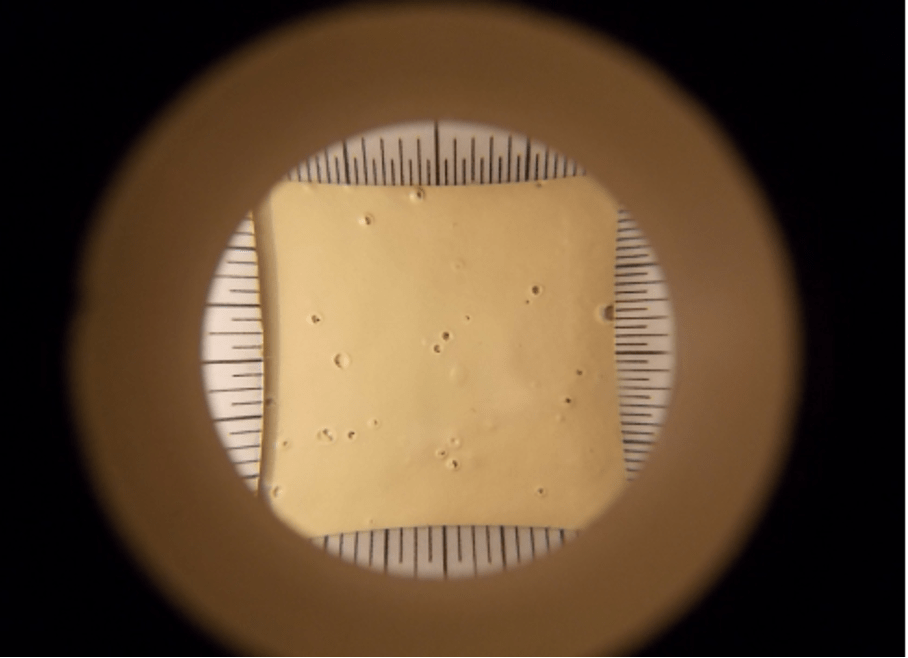
craters on the paint coating

attempt to repair the paint coating

attempt to repair the paint coating

poorly adhered zinc coating
Summary
Painting galvanized structures involves the risk of the aforementioned defects. As experience shows, it is difficult to predict to what extent and in what quantity (and if at all) they will appear during paint application. However, given the difficulty of making repairs (as any corrosion inspector will attest) and the very high cost of customer complaints, it is worth protecting yourself by properly preparing the substrate and conducting the painting process in a way that minimizes the risk. And as with any type of construction, proper supervision and consultation by a specialist should be provided early in the project.
Author of the text: Wojciech Taranczewski, Inspector of anti-corrosion works